|
|
|
Sport Compact Car - June '98Project 200SX SE-Rby Mike Kojima [Put into HTML format by Mike Mager] Time to get serious. In part nine of our series, we go inside the engine in a last grab for power. PHOTOGRAPHY: Dave Coleman Project 200SX SE-R has yielded some impressive power gains so far, but as we learned in our last installment (SCC, April '98) there is little chance of finding more power within the confines of OBDII. Unless, that is, we are willing to tear down the engine and attack from within. Faithful readers should know by now that we are willing to do nearly anything in the name of horsepower, so here we go. In this segment, we will focus on building an engine that will safely push the limit of the available octane in premium pump fuel. We also need to keep our original goal of maintaining reasonable emission levels to prevent the triggering of the dreaded roadside smog machine or an even more extreme new terror recently spotted in Southern California: A police-manned road block with a mobile smog dyno! There are basically two ways to increase the power at this point of the project’s development. The first is by increasing the duration and lift of the camshafts and the flow capacity of the cylinder head, exhaust manifold, intake manifold, etc., to improve the volumetric efficiency (cylinder filling capacity) at high rpm.
The better the cylinders can be filled at high rpm, the more combustion hits will take place in a given unit of time; thus more power is produced. Torque is the amount of twisting power an engine can produce, horsepower is the rate at which that torque can be delivered. This method works but has drawbacks. As we discussed in previous articles of this series, optimizing cam profiles, header designs, cylinder head porting and other attributes of an engine for high-rpm use creates detrimental effects at lower rpm. The throaty lope of an eight-stroking, charge diluted idle, and a big flat spot in power from idle to around 5000 rpm are characteristics of a high strung, tuned-for-top-end engine. Unfortunately this is the rpm range that you spend 90 percent of your street driving time in. This is also where you are measured by big brother for emissions. Misfiring and loping cause hydrocarbon emissions to soar and makes your catalytic converter go to sleep (a catalytic convert requires a stoiciometric 14.7:1 air/fuel ratio to work correctly). In extreme cases this can cause your cat to melt down to a power robbing, polluting heap of slag. The OBDII system that all post-1995 cars have as standard equipment is also designed to detect this type of irregular running and will have a field day collecting malfunction codes. The dreaded MIL light, the insidious SRT or even DTC codes can ruin your day. If the "Big Brother" government smog station detects these codes stored away in your ECU, you will have some explaining to do. The exact explanation of these computer tattle-tales would take a whole article to delve into so we won’t do it now.These pitfalls rule out the rpm method of attaining horsepower. The second way to get some more ponies is to increase the BMEP or Brake Mean Effective Pressure. In short, we want to increase the combustion cylinder pressure so the piston can push on the crank with more force, creating more power. The simplest way to do this is to increase the compression ratio. By increasing the compression ratio we can harness the chemical energy of the fuel more efficiently by squeezing it more before ignition. This reduces the distance between the fuel molecules and oxygen molecules, making for a denser, more homogeneous mass which burns hotter and more completely. There are other thermodynamic reasons for why a higher compression ratio makes for a stronger explosion but we won’t get into that here either because it would require a lot of intestinal fortitude for non-engineers.
For our case there are two drawbacks to raising compression: The first is that high compression makes for a hotter, higher pressure explosion in the cylinders. This causes subtle changes in the chemical reactions that take place within the combustion chamber. One of them is an increase in oxides of nitrogen. Oxides of nitrogen, or NOX for short, are a major constituent of smog. They are also toxic to humans. The old-style gas station smog machines could not detect NOX, but the newer, Big Brother variety can. Fortunately the reduction part of three way catalytic converters can greatly reduce NOX emissions to a reasonable level. We are praying that our cat has enough reduction capacity to accommodate any increases in NOX that bumping the compression may have. The other drawback is the detonation threshold of the fuel. Fuel has a chemical limit to how far it can be squeezed and still have a stable burn. If squeezed too far, fuel can even auto-ignite. This is how a diesel engine fires, but that's yet another story. In a gasoline engine, timing of the explosion event is critical. If the fuel/air mixture auto-ignites, burns unevenly or burns too soon, it can produce serious spikes in combustion chamber pressures and temperatures. These spikes are known as detonation. Detonation is what causes the knock you hear when you put cheap, low-octane gas in your car. Detonation is hell on an engine. It melts spark plugs, breaks ring lands, cracks rings and in severe cases can even burn a hole through a piston or break a rod or crank. Ask any abuser of nitrous oxide about what he is breaking lately besides his wallet and you will get an idea!
Detonation can be eliminated by increasing the octane of the fuel, reducing the amount of ignition advance, richening the air/fuel ratio, or lowering the compression ratio. The latter three reduce the amount of power, so increasing the octane is the best bet for the performance enthusiast. Race blends of fuel are available with up to 117 octane to support compression ratios of up to 14:1 or over 20 psi of boost. Unfortunately, these blends cost about five bucks per gallon. We are limited by our wallets to 92 octane premium unleaded gas from our friendly local station (one local station does have 100 octane gas available at the pump, but it is $3.80 per gallon). With 92 octane fuel, the highest compression ratio you can typically run is 10:1. However, the SR20DE has a combustion chamber that is extremely detonation-resistant by design, and with a few tweaks, we will be shooting for a compression ratio of 11:1. The stock SR20 has a very conservative 9.5:1 compression ratio for smooth sailing on 87 octane unleaded regular pee-water, but since we despise that stuff we will not ever consider its usage. With this engine, we expect 11:1 to be about the highest compression ratio that can be tolerated on pump gas before a point of diminishing returns is reached. At much more than 11:1 the ignition timing must be retarded so much to avoid detonation that any power gains realized through an increase of compression are nullified. The heat produced by the retarded spark can also result in a thermal runaway condition where it is impossible to keep the engine cool.
This kind of compression ratio cannot be reached on engines with inferior combustion chamber designs. Only a pent roof combustion chamber with lots of quench area and a shallow included valve angle, such as the one in the SR20, can usually tolerate lots of compression. An old-school American iron V8 with a wedge style combustion chamber is on the edge at 10:1 and is usually built to be at 9.5:1 for street use. Because the SR20 has a low volume, compact, pent roof combustion chamber with a lot of quench area (and even more quench area added by DPR's modifications), it should be very resistant to detonation. As explained previously, quench is the flat area at the periphery of the combustion chamber. When the piston comes to top dead center, the piston comes very close to the quench pads (usually 0.045-inch or less). This causes the fuel air mixture to be squished toward the centrally located spark plug as the engine approaches top dead center. This allows more of the air/fuel mixture to be burned for power production instead of sitting unburned at the cool edges of a typical combustion chamber. It also causes turbulence in the combustion chamber at the instant of ignition, helping both with obtaining a homogeneous mixture of fuel and air, and assisting with flame propagation. Finally it reduces the distance the flame must travel to ensure complete burning. All of these features help with the production of a smooth, complete burn that helps efficiency, power production, and increases the resistance to detonation. All of this will allow our goal of 11:1 compression on pump gas. Most high-performance four-valve-per-cylinder Japanese engines, and most racing and motorcycle engines have pent roof combustion chambers for these reasons.
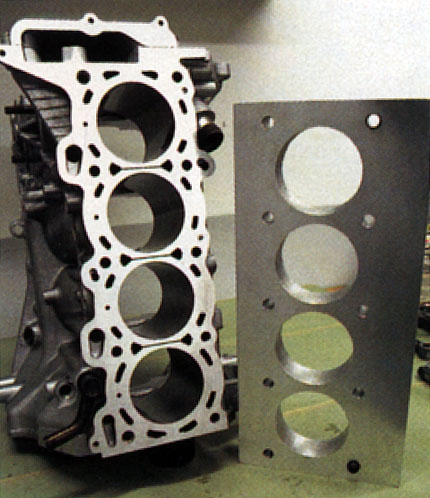
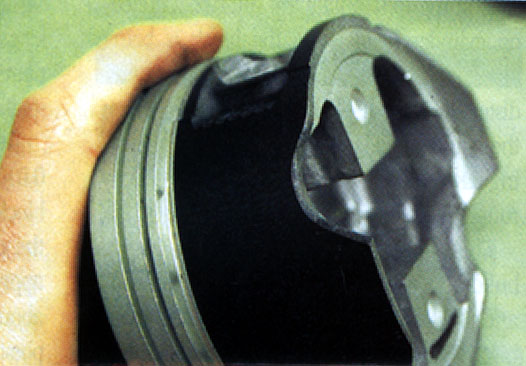
To reach our goal of street reliable 11:1 compression we once again entrusted our build up to the capable hands of Jim Wolf Technology. One of the first things we wanted to do was to increase displacement. Unfortunately Nissan pistons are only available in 0.25mm oversize. This is a pretty minuscule amount so it made us wonder why Nissan only offered pistons with such a small overbore. Could it be that the steel liners in the aluminum block were really thin and could not tolerate much overbore? Clark Steppler of JWT had sonic-tested the block which showed pretty thick metal behind the bores but there was no way to determine how much of that thickness was the steel cylinder liners, and how much was just aluminum. There was only one way to find out for sure: an SR20 block that had been cracked in a crash was cut apart to measure the sleeve thickness. Once the sleeves were laid bare, it was determined that the block could safely accommodate a 1mm overbore to 87mm. This would give a displacement of nearly 2045cc. Not a huge gain, but worth doing. Eighty-seven millimeters was about the limit of the head gasket as well, so this was deemed a good stopping point, as custom head gaskets are very costly. If need be, the block could still probably be bored another 0.50mm before it has to be scrapped. JWT designed a custom 87mm piston that used the rings form a late model 300ZX. The Z rings are chrome plated to ensure a long life, which is typical of Nissan OEM rings. The Nissan rings are far superior to the typical aftermarket moly or iron rings. JWT went with a flat-top dome configuration for a compression ratio of a little over 11:1 with the DPR head’s modified-quench combustion chamber. On a stock combustion chamber, a slight dome would be in order to obtain an 11:1 ratio. A flat, or near flat piston helps reduce potential detonation by eliminating the hot spots that can occur on a piston with too many sharp hills and valleys. The flat surface also promotes good flame travel for a nice controlled burn. Traditional high-dome pistons can block the flame as it spreads from near the spark plug to the outboard reaches of the combustion chamber. An improved, forged-aluminum version of these pistons should be available for purchase from JWT by the time you read this.
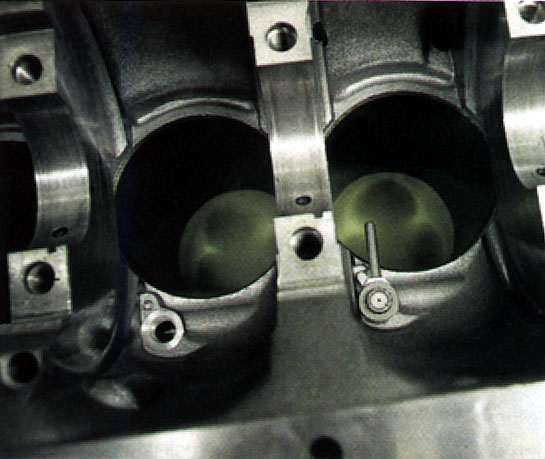
To properly bore the block it was necessary to obtain a torque plate. A torque plate is a trick that many Chevy and Ford racing engine builders use. When a cylinder head is bolted on an engine the pulling effect of the bolts distorts the block and cylinder bores by a minute amount. This distortion can be significant enough to affect piston ring sealing and even cause bore scuffing. To do the best job possible many engine builders bolt a thick metal plate onto the deck surface of a block before machining to simulate the stress of a bolted-on cylinder head while the block is being bored and honed. That way the block is pre-distorted while it’s being machined so when the cylinder head is really being bolted on during assembly, the bore will be almost perfectly round. This additional step allows the engine builder to run a tighter piston-to-wall clearance for long life and low noise. The rings, having a perfectly straight, round hole to slide in, break in faster, seal better and wear longer. An engine machined with a torque plate can often leak down as little as two percent in a leakdown test (typical for a new engine is five-10 percent). The straight, round bore also has less power-robbing friction. Granted, these are not huge differences but they do help. Unfortunately, unlike the common Ford and Chevy engines, there are no commercially available torque plates for the SR20 engine. Jim Wolf designed and built a torque plate from 6061 aluminum billet using JWT’s CAD system and CNC machining center. The torque plate was bolted on the block and torqued to factory spec before machining. Also the main caps and main cap girdle was bolted in and torqued to spec. The main bearing cap bolts can also distort the block so it is important that these are not overlooked either. JWT bored the block and honed it to final spec with a Sunnen CK10. The Sunnen is a very precise machine with electronic aids to ensure that the critical final honing steps produce an extremely round, straight bore. As a final step, the bores were plateau honed using a special proprietary technique. Plateau honing removes the very peaks off the microscopic profile of the honed surface. This allows for rapid break-in of the rings, long service life of the rings as they are not abraded as severely during the break-in period and low oil consumption as the oil rings can better scrape the flatter surface. All of these painstaking steps also ensure better ring sealing for more power.
JWT also removed, at our request, 0.010-inch from the deck surface of the block to both clean it up and to reduce the quench clearance of our motor to approximately 0.035-inch. Generally about 0.025-inch is the closest you could possibly run on an engine of this type so we want to push the envelope a little and get the most quench effect possible. The extra care that JWT takes to machine a block goes way beyond what a typical automotive machine shop would do. To the best of our knowledge, JWT is the only shop in the country with a torque plate for the SR20. This extra attention to detail helps to ensure excellent ring sealing and a long service life.
As a further step to protect our engine against potential detonation, Jim Wolf machined our block to accept the piston coolers from a Japanese-spec turbocharged SR20DET. The piston coolers are nozzles that are tapped into the engine’s oil galleys and spray oil onto the undersides of the pistons, helping carry heat away. These nozzles are identical looking to those in on our Project Toyota MR-2. As a plus, the Nissan nozzles have spring-loaded valves so they only open at high rpm when the oil pump is working very hard. This way the squirters don't bleed off oil pressure at low-rpm when the pump's output is low. The extra cooling is only useful under high load anyway. Nissan’s Japan-only, super high-output SR16VE N-1 also uses these piston coolers. This naturally aspirated, variable cam lift and duration, hyper strung, 8500 rpm revving engine pumps out 200 hp out of only 1600ccs! It also has an 11:1 compression ratio. We figured that if Nissan engineers thought that their naturally aspirated 11:1 motor needed piston coolers, we ought to put them into our naturally aspirated11:1 motor.
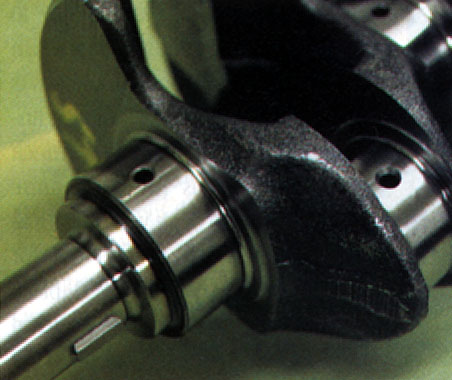
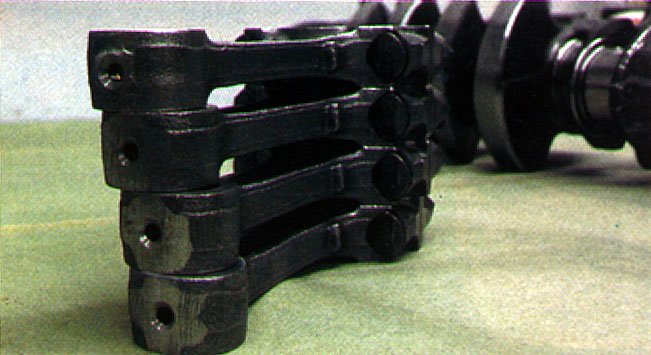
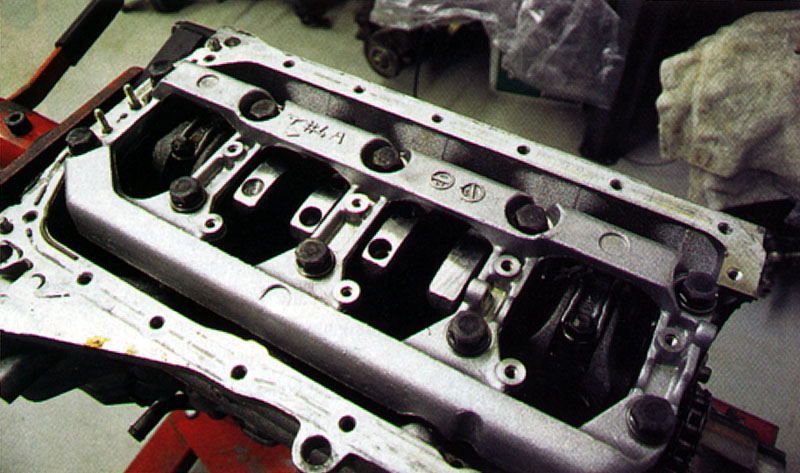
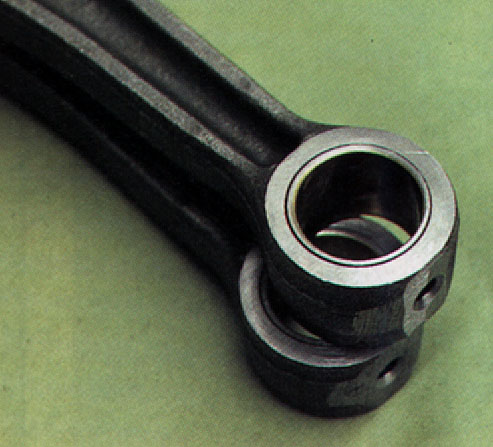
The factory crank and rods were left pretty much stock. Nissan makes these parts from forged steel unlike the weaker cast iron that most American car companies use. The crank has generous rolled fillets and lots of journal overlap so it is a stout unit as-is from the factory. The rods feature meaty radii and spot faced bolt registers unlike the weak, stress riser inducing broaching technique used by the big three. The rods come with beefy 9mm bolts. Finally the crank and rods are subjected to a severe shot peening. Shot peening stress relives the parts and forms a tough micro-forged grain structure on the surface of steel parts which helps prevent cracks from forming. Shot peening increases fatigue strength by over 100 percent in most cases. The main caps are tied together by a substantial aluminum girdle that helps the block resist flex and prevents the main caps from shifting under load. All this is straight from the factory! Most of the high-grade rods and crankshafts that the big three offer in their motorsports department catalogs have these features, but Nissan has them as OEM box stock. The SR20DE shares the crank and rods with it’s turbocharged SR20DET sister, so we figured that they would be plenty strong for our application as is. Clark Steppler remarked that in all his years of building Nissan motors he had only had two stock rods fail and those were in all-out off-road racing engines. He has never seen an SR20 rod fail. JWT also balanced the crank, rods and pistons to within half a gram. The crank was treated to a micropolish of the journals. This polishing step is similar to what Nissan does on there newer motors like the VQ30DE to reduce wear and friction. As a note, the stock Nissan parts were very close to perfect balance from the factory. Very little material had to be removed to obtain blueprint-close balance.
Since your local automotive machine shop will most likely not be able to deal with all of these particular details, JWT offers these services for a very reasonable fee. As some inexpensive added insurance, we purchased high strength main cap bolts from Nissan Motorsports. These bolts, which are standard equipment on the SR20DET, are much stronger and can accept a higher tightening torque than the standard main cap bolts to help hold the bottom end together a little better. As an added precaution, we sent our pistons to Swan Tech to be treated to their Poly-Moly dry film lubricant coating on the skirts and their Gold Coat thermal barrier coating on the crowns. Developed by Dan Swain, a noted ex-GM ceramic engineer, Swain Tech’s Gold Coat thermal barrier coating has some interesting properties. First, it is a three-layer coating instead of the typical one layer, consisting of a proprietary combination of different ceramics. Swain's Gold Coat has a unique gold color and is especially designed to withstand the rigors of turbocharged and nitrous oxide injected motors. Gold Coat reduces heat transmission to the underlying metal by at 20-40 percent. This helps protect the piston from detonation-induced heat as well as reducing thermal expansion, allowing a tighter piston to wall clearance. Since pistons do not have the benefit of water jackets like those in cylinder heads, keeping heat out of them is a good thing. By reflecting this heat back into the combustion chamber, the coating helps promote a better burn, harnessing this bit of otherwise wasted heat.
Swain Tech’s Gold Coat also does something no other thermal barrier coating currently claims: it transfers heat through the surface the coating, but not past it to the underlying metal. This promotes even heating across the piston crown, thus helping to reduce the potential of detonation causing hot spots and promoting an even burn for good flame travel. Unlike other early coatings which tended to flake off due to different coefficients of expansion or a brittle nature, the Swain coatings bond to metal at a molecular level and will not crack or flake off.
We also had Swain apply their Poly-Moly coating to the skirts of our pistons. This black, teflon frying pan looking stuff is very similar to the coating used by the Nissan factory on their new VQ30DE motors to reduce wear and friction. It uses molybdinum disulfide and tungsten disulfide in a heat-conducting polymer resin matrix to make a tough, lubricious surface. Piston skirt coatings used by other companies often use Teflon that exhibits "creep" under thrust loads. Creep is an engineering term for force induced distortion. This causes the coating to smear and stick under load and causes tolerances to change. Teflon is also an insulator. Since the primary way a piston cools itself is through conduction to the cylinder walls, you do not want to insulate the skirts! We feel that the Poly Moly coating will help improve piston skirt and cylinder wall wear and reduce thrust-load-induced friction. The Swain coatings are allowing us to run piston-to-wall clearance down to the minimum spec Nissan recommends, 0.0004-inch. This should help reduce oil consumption and improve ring sealing as well as reduce noise. The engine builders of Nissan motorsports use Swain coatings in the IRL Indy engine as well as other competition engines and report longer life and reduced wear. We were pretty impressed with the thoroughness of Dan Swain's development methodology. Instead of settling for just applying commercially available coatings like most other coating houses, Swain develops his own unique and superior specialized engine-specific coatings. For even more extreme applications Swain offers a plethora of engineering coatings, from wear resistant barriers to black body radiating coatings. Project SE-R’s big sister, Project Nissan 300ZX Twin Turbo will delve into more extensive coating usage to help it’s new 600 hp turbo engine live! That's the new engine for now. Join us again in the near future as we assemble, tune and test our new monster SR20.
Reprinted with Permission |